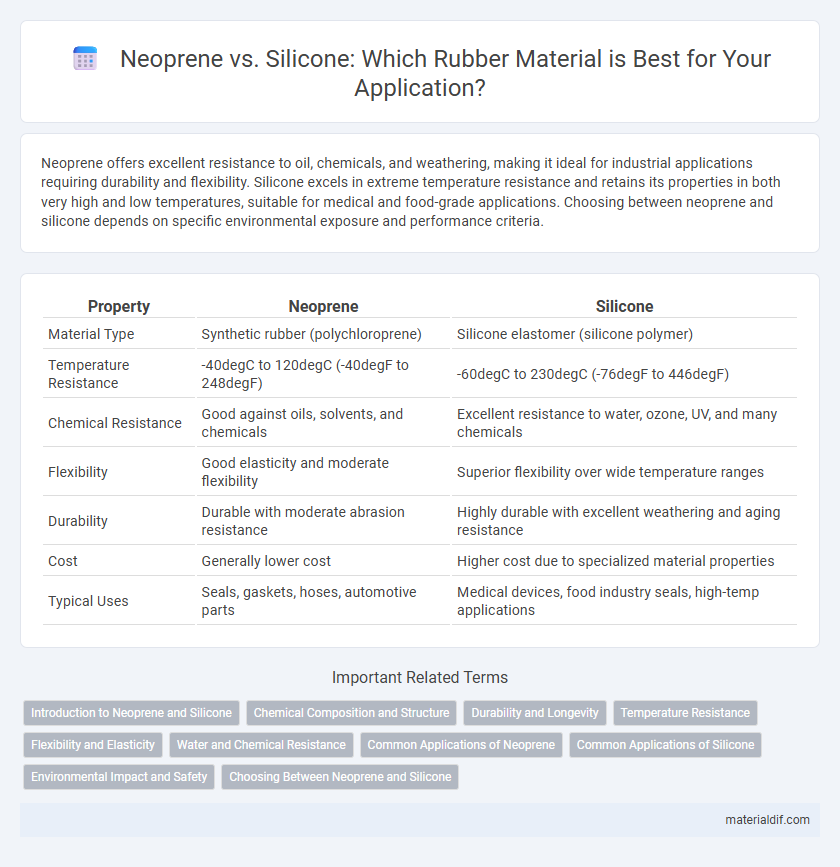
Neoprene offers excellent resistance to oil, chemicals, and weathering, making it ideal for industrial applications requiring durability and flexibility. Silicone excels in extreme temperature resistance and retains its properties in both very high and low temperatures, suitable for medical and food-grade applications. Choosing between neoprene and silicone depends on specific environmental exposure and performance criteria.
Table of Comparison
| Property | Neoprene | Silicone |
|---|---|---|
| Material Type | Synthetic rubber (polychloroprene) | Silicone elastomer (silicone polymer) |
| Temperature Resistance | -40degC to 120degC (-40degF to 248degF) | -60degC to 230degC (-76degF to 446degF) |
| Chemical Resistance | Good against oils, solvents, and chemicals | Excellent resistance to water, ozone, UV, and many chemicals |
| Flexibility | Good elasticity and moderate flexibility | Superior flexibility over wide temperature ranges |
| Durability | Durable with moderate abrasion resistance | Highly durable with excellent weathering and aging resistance |
| Cost | Generally lower cost | Higher cost due to specialized material properties |
| Typical Uses | Seals, gaskets, hoses, automotive parts | Medical devices, food industry seals, high-temp applications |
Introduction to Neoprene and Silicone
Neoprene is a synthetic rubber known for its excellent chemical stability, flexibility, and resistance to oil, heat, and weathering, making it ideal for industrial seals, gaskets, and protective gear. Silicone rubber, composed of silicon, oxygen, carbon, and hydrogen, offers superior temperature resistance, electrical insulation, and biocompatibility, widely used in medical devices, cookware, and electronics. Both materials serve distinct functions based on their thermal properties, chemical resistance, and mechanical strength.
Chemical Composition and Structure
Neoprene is a synthetic rubber produced by polymerizing chloroprene, characterized by its polychloroprene chemical structure which provides excellent oil, heat, and weather resistance. Silicone rubber consists primarily of a silicon-oxygen backbone (polysiloxane) with organic side groups, imparting superior flexibility, thermal stability, and resistance to extreme temperatures and UV radiation. The distinct molecular arrangements--carbon-based chains in neoprene versus inorganic siloxane chains in silicone--determine their differing chemical and physical properties, influencing their industrial applications.
Durability and Longevity
Neoprene rubber offers excellent resistance to oils, chemicals, and weathering, making it highly durable for industrial applications exposed to harsh environments. Silicone rubber excels in temperature resilience, remaining flexible and stable from -60degC to 230degC, which significantly extends its longevity in extreme thermal conditions. While neoprene is robust against physical wear, silicone's superior aging resistance and UV stability ensure longer-lasting performance in outdoor and medical uses.
Temperature Resistance
Neoprene exhibits temperature resistance ranging from approximately -40degC to 120degC, making it suitable for applications involving moderate heat exposure. Silicone rubber outperforms Neoprene in temperature resilience, withstanding extremes from -60degC up to 230degC, which enables its use in high-temperature environments such as automotive and aerospace industries. The superior thermal stability of Silicone makes it ideal for tasks requiring durable performance under fluctuating and elevated temperatures.
Flexibility and Elasticity
Neoprene exhibits superior elasticity, allowing it to stretch significantly without losing shape, making it ideal for dynamic applications requiring repeated movement. Silicone rubber surpasses neoprene in flexibility, remaining pliable at extreme temperatures from -60degC to 230degC, ensuring consistent performance in both cold and hot environments. Both materials offer unique advantages in flexibility and elasticity, with neoprene excelling in resilience and silicone providing unmatched temperature resistance.
Water and Chemical Resistance
Neoprene exhibits excellent water resistance and moderate chemical resistance, making it suitable for applications exposed to oils, acids, and alkalis. Silicone provides superior water repellency and exceptional resistance to extreme temperatures and many chemicals, including ozone, UV, and oxidation. For prolonged exposure to harsh chemicals and environmental factors, silicone outperforms neoprene in durability and stability.
Common Applications of Neoprene
Neoprene rubber is widely used in automotive parts, such as hoses, belts, and gaskets, due to its excellent oil and weather resistance. It is also popular in industrial applications like conveyor belts, protective coatings, and seals for machinery exposed to harsh environments. In addition, neoprene is favored for manufacturing wetsuits and orthopedic braces because of its flexibility, durability, and insulation properties.
Common Applications of Silicone
Silicone rubber is widely used in medical devices, cookware, and automotive components due to its excellent heat resistance and flexibility. Its non-reactive and hypoallergenic properties make it ideal for implantable medical products and food-grade seals. Silicone's durability in extreme temperatures and resistance to UV rays also enable applications in aerospace and electronics manufacturing.
Environmental Impact and Safety
Neoprene production releases chlorinated compounds contributing to environmental pollution, while silicone synthesis generates fewer toxic byproducts and is more energy-efficient. Silicone's inert nature reduces off-gassing and chemical leaching, enhancing safety for medical and food-related applications compared to neoprene's potential allergenic and chemical concerns. Both materials are durable, but silicone's recyclability and lower ecological footprint make it a greener choice in sustainable manufacturing.
Choosing Between Neoprene and Silicone
Choosing between neoprene and silicone depends on the specific application requirements, such as temperature resistance, flexibility, and chemical exposure. Neoprene offers excellent resistance to oil, weathering, and abrasion, making it ideal for industrial seals, gaskets, and protective gear. Silicone provides superior heat resistance and elasticity, suited for medical devices, food-grade products, and high-temperature environments.
Neoprene vs Silicone Infographic