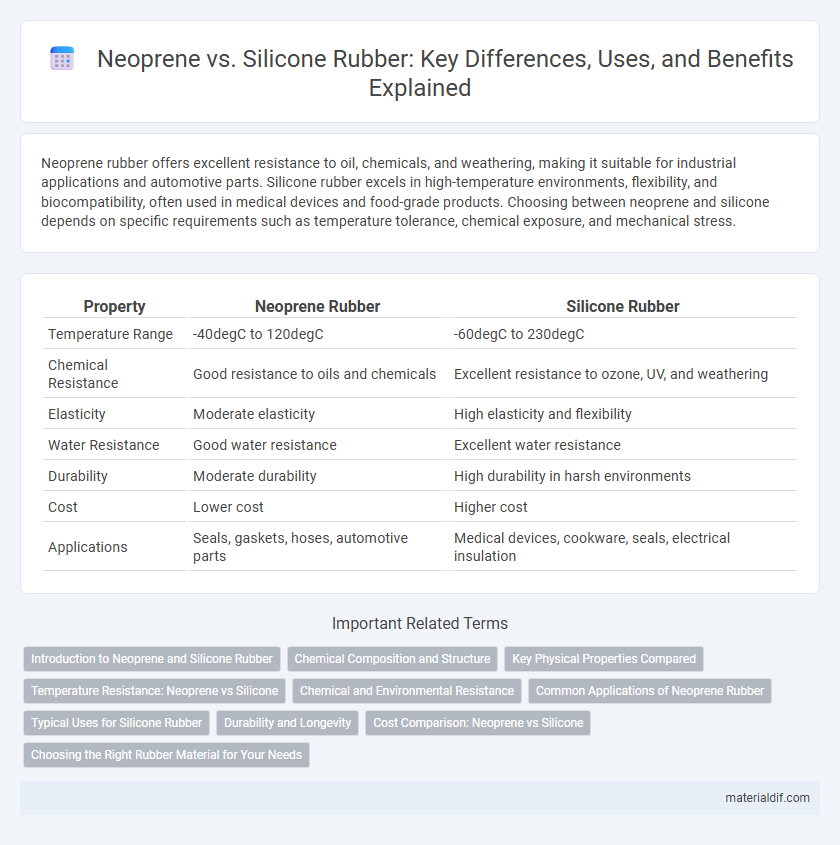
Neoprene rubber offers excellent resistance to oil, chemicals, and weathering, making it suitable for industrial applications and automotive parts. Silicone rubber excels in high-temperature environments, flexibility, and biocompatibility, often used in medical devices and food-grade products. Choosing between neoprene and silicone depends on specific requirements such as temperature tolerance, chemical exposure, and mechanical stress.
Table of Comparison
| Property | Neoprene Rubber | Silicone Rubber |
|---|---|---|
| Temperature Range | -40degC to 120degC | -60degC to 230degC |
| Chemical Resistance | Good resistance to oils and chemicals | Excellent resistance to ozone, UV, and weathering |
| Elasticity | Moderate elasticity | High elasticity and flexibility |
| Water Resistance | Good water resistance | Excellent water resistance |
| Durability | Moderate durability | High durability in harsh environments |
| Cost | Lower cost | Higher cost |
| Applications | Seals, gaskets, hoses, automotive parts | Medical devices, cookware, seals, electrical insulation |
Introduction to Neoprene and Silicone Rubber
Neoprene is a synthetic rubber known for its excellent chemical stability, oil resistance, and moderate flexibility, making it ideal for automotive, industrial, and marine applications. Silicone rubber offers superior heat resistance, outstanding flexibility at low temperatures, and excellent electrical insulation, commonly used in medical devices, food-grade products, and electronics. Both materials provide distinct advantages based on their unique polymer structures, with neoprene excelling in durability and silicone optimizing thermal and electrical performance.
Chemical Composition and Structure
Neoprene rubber is a chloroprene-based polymer characterized by its polychloroprene chains that provide excellent chemical stability and resistance to oils, fuels, and weathering. Silicone rubber consists primarily of a silicon-oxygen (Si-O) backbone with organic side groups, granting superior flexibility, thermal stability, and resistance to extreme temperatures and UV radiation. The distinct chemical structures of chloroprene in neoprene and siloxane in silicone rubber dictate their varying physical properties and application suitability.
Key Physical Properties Compared
Neoprene rubber offers excellent resistance to oils, chemicals, and weathering, maintaining flexibility between -40degC and 120degC, whereas silicone rubber excels in thermal stability up to 230degC with superior flexibility at low temperatures down to -60degC. Neoprene demonstrates higher tensile strength and abrasion resistance, making it suitable for industrial applications requiring durability, while silicone rubber provides outstanding electrical insulation and biocompatibility for medical and food-grade uses. The choice between neoprene and silicone rubber depends on the specific demands for temperature tolerance, chemical exposure, mechanical stress, and regulatory compliance.
Temperature Resistance: Neoprene vs Silicone
Neoprene rubber offers temperature resistance typically ranging from -40degC to 120degC, making it suitable for moderate heat applications. Silicone rubber excels with a broader temperature range from -60degC to 230degC, providing superior performance in extreme heat and cold environments. This makes silicone the preferred choice for industries requiring durable rubber materials under high-temperature conditions.
Chemical and Environmental Resistance
Neoprene rubber exhibits excellent resistance to oils, solvents, and weathering, making it ideal for industrial applications exposed to harsh chemicals and moderate environmental stress. Silicone rubber offers superior chemical inertness and outstanding resistance to extreme temperatures, UV radiation, and ozone, which ensures long-lasting performance in outdoor and high-temperature environments. Both materials provide specific advantages in chemical and environmental resistance, but silicone rubber generally outperforms neoprene in extreme environmental conditions.
Common Applications of Neoprene Rubber
Neoprene rubber is widely used in automotive gaskets, hoses, and belts due to its excellent resistance to oil, chemicals, and weathering. It finds application in industrial seals, protective coatings, and flexible hoses, offering durability in harsh environments. Its versatility extends to wetsuits and orthopedic braces, leveraging its elasticity and thermal insulation properties.
Typical Uses for Silicone Rubber
Silicone rubber is widely utilized in medical devices, food processing equipment, and electronics due to its excellent biocompatibility, chemical resistance, and temperature stability ranging from -60degC to 230degC. Its flexibility and durability make it ideal for seals, gaskets, and tubing applications in automotive and aerospace industries. Silicone rubber's resistance to UV light and ozone enhances performance in outdoor and harsh environmental conditions.
Durability and Longevity
Neoprene exhibits excellent resistance to weathering, ozone, and aging, making it highly durable in outdoor and industrial applications. Silicone rubber offers superior thermal stability and maintains flexibility across a wider temperature range, enhancing longevity in extreme environments. Both materials provide strong durability, with silicone rubber often preferred for long-term use due to its resistance to UV light, oxidation, and chemical degradation.
Cost Comparison: Neoprene vs Silicone
Neoprene rubber generally offers a more cost-effective option compared to silicone rubber, with prices typically 20-40% lower depending on grade and application. Silicone rubber commands higher costs due to superior heat resistance, flexibility, and longevity, often used in demanding environments where performance justifies investment. Companies evaluating material budgets should factor in both initial cost and lifecycle value when choosing between neoprene and silicone rubber compounds.
Choosing the Right Rubber Material for Your Needs
Neoprene offers excellent resistance to oil, chemicals, and weathering, making it ideal for industrial seals and gaskets exposed to harsh environments. Silicone rubber excels in high-temperature stability, flexibility, and biocompatibility, perfect for medical devices, food processing, and electrical insulation. Selecting the right rubber depends on specific requirements such as temperature range, chemical exposure, and application flexibility to ensure optimal performance and longevity.
Neoprene vs Silicone Rubber Infographic